kubotafreak
Well-known member
Equipment
GRAND l6060, L3560, B6100, gr2100, tg 1860, g1800, g1900, g2160
I know how controversial this topic seems to be. The purpose is more for those that would like to see an example of my technique. Obviously it would be insurance to JUST REPLACE EVERYTHING. Sometimes, cost, availability (discontinued parts), ease of access, time, are all factors on why you wont just replace all the parts with new. I have seen way too often good engine parts thrown out due to over-disassembly. OEM build quality is many times better than even experienced mechanics abilities. I do not unless availability dictates, use non OEM hard engine parts to replace/repair. That is not worth my time, and money. This is not a dealer level repair, as your shop time would not see any profit. Enough with the disclaimer for Karens... Now for the Dr. Jekyll repair you have all been waiting for.
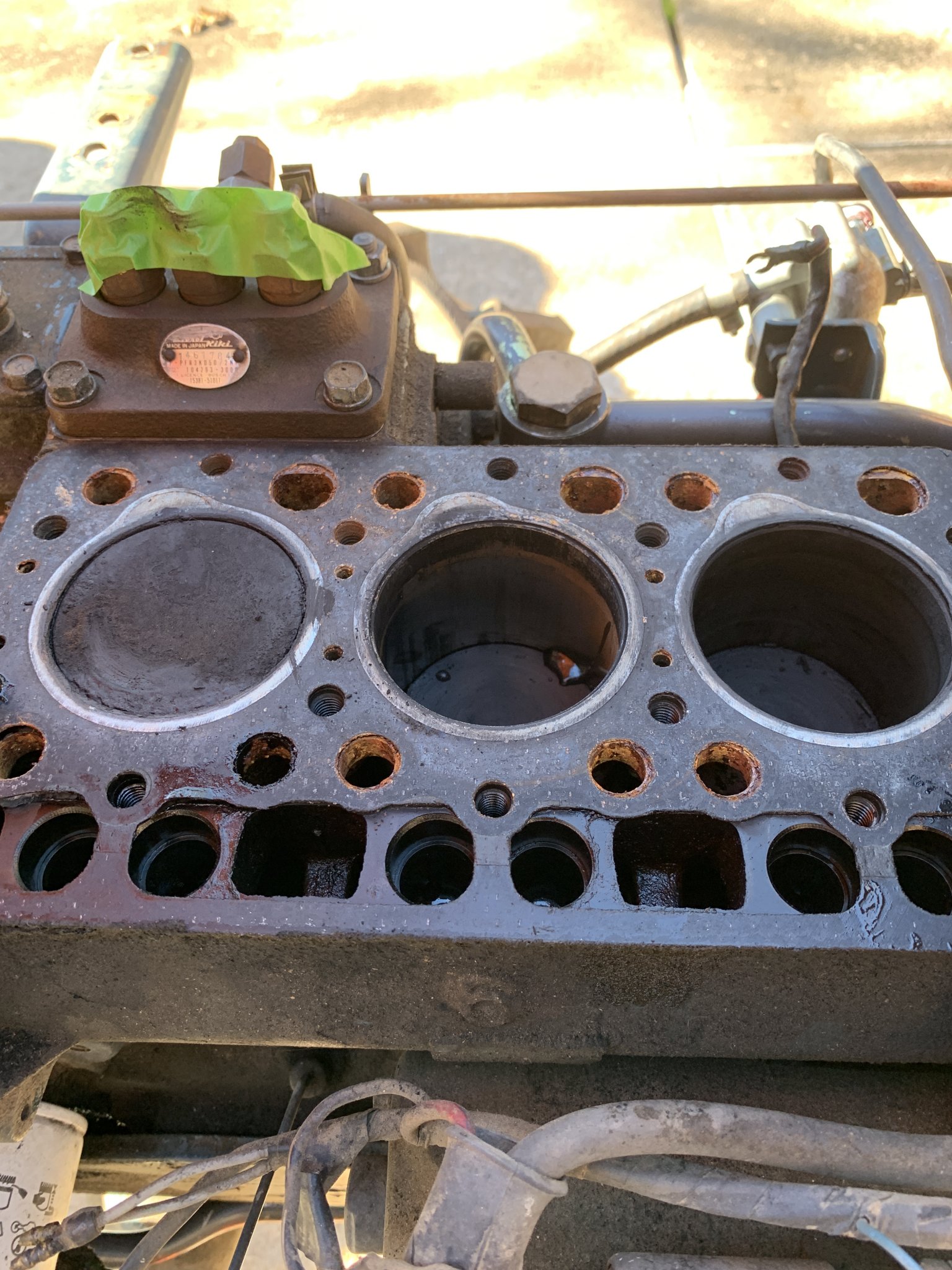
This seems to be a common finding for small engines. Many mowers, small tractors, and other small engines can easily glaze cylinders if they run hot for any amount of time. The nature of their run environment makes it too easy to run hot. Chaff, grass, and dirt/dust can clog radiators. Many new owners of OPE do not know how to maintain it efficiently. The engine candidates would only be those with good pistons/bores/rings that have low engine run hours(ring wear less than 1000hr). I use this primarily for engines that need the head lifted(for rework), and to freshen up glazed bores. Good bores measure within spec at both top(1/4" down), and bottom of bores measured in at least two crossed positions. You must have some good bore gauges, and a caliper to measure this.




This seems to be a common finding for small engines. Many mowers, small tractors, and other small engines can easily glaze cylinders if they run hot for any amount of time. The nature of their run environment makes it too easy to run hot. Chaff, grass, and dirt/dust can clog radiators. Many new owners of OPE do not know how to maintain it efficiently. The engine candidates would only be those with good pistons/bores/rings that have low engine run hours(ring wear less than 1000hr). I use this primarily for engines that need the head lifted(for rework), and to freshen up glazed bores. Good bores measure within spec at both top(1/4" down), and bottom of bores measured in at least two crossed positions. You must have some good bore gauges, and a caliper to measure this.