As requested - this is my initial review of the yeswelder mig-205ds (green) using 110v power using flux core wire (yeswelder E71TGS.030-inch flux core wire).
Background - very new self teaching welder, the only other welder I've used is a harbor freight 90a flux core (probably dozen years old). Take this review for what it is, the thoughts of a newbe who knows little to nothing about welding - your mileage my vary.
I had 2 left over scraps of 1/4" steel plate that I used for a project and previously used for test welder settings (HF welder has min/max setting and dial for wire feed so I used these to get settings dialed in for my welding style and were all spattered up). The test was the weld these two pieces together (butt weld) on both top and bottom then use my chop saw to cut through the middle of the weld to see how it looked. I used 110V and max thickness / voltage setting. Due to limitation of the welder, the wire setting was 0.035 (only option available for flux core). Keep in mind, 1/4" thickness is larger than the max thickness setting for 110V. Also note even though the top/bottom of the pieces look rough (spatter) the butt joint where I welded was nice clean, shiny metal.
These first 2 pictures are the 2 pieces I welded together and cut though, showing both sides of the butt weld - note one side has a better looking weld than the other and notice the spatter from the HF welder all over. the first picture has the worse weld of the two sides while the 2nd picture has the better looking weld.


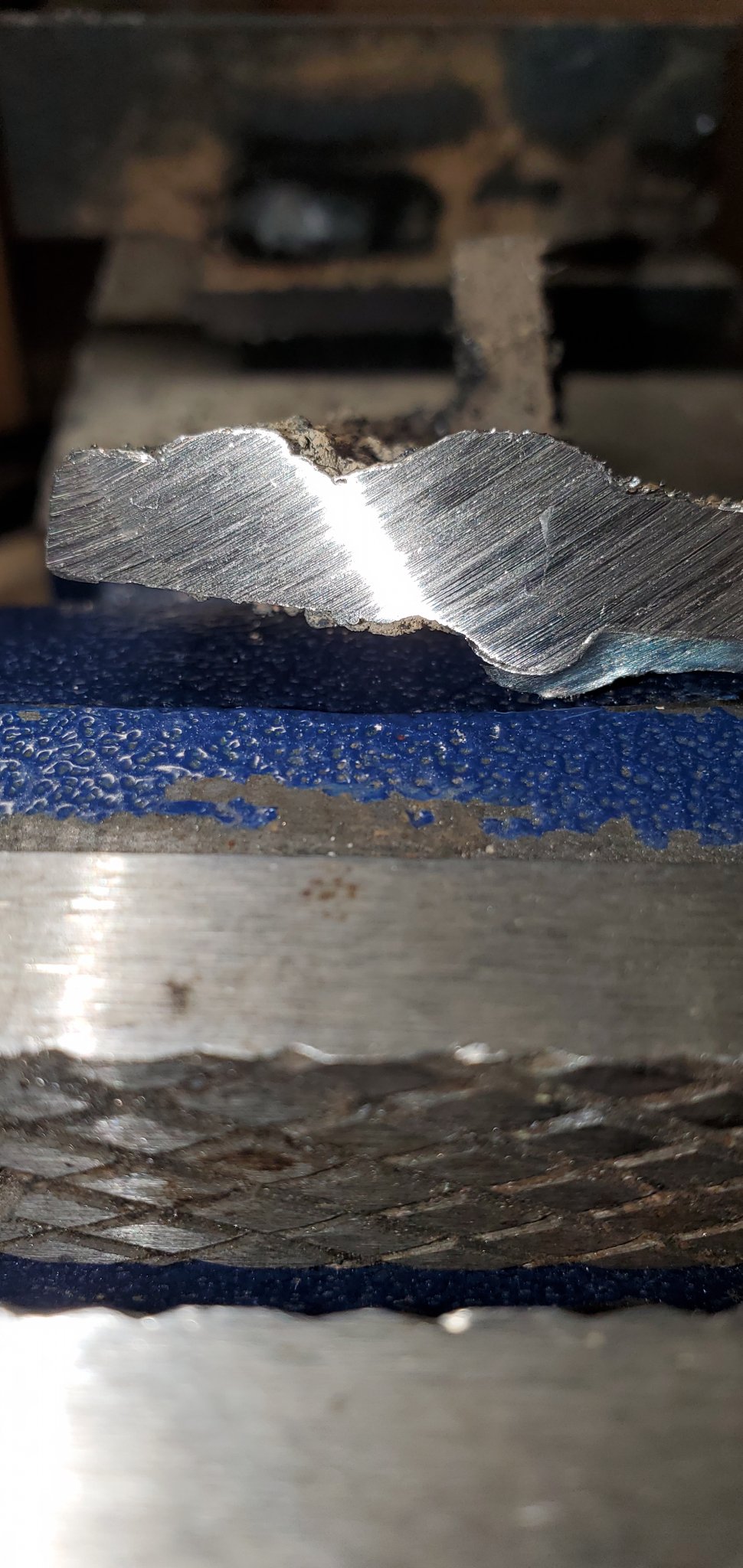
these next 2 pictures show the inside of both sides of the welds that I cut though using the chop saw. Note there is a little "crack" in the middle where the 2 pieces didn't fuse together completely. Otherwise, it looks like decent penetration and fusion of the two pieces.

The next 2 pictures are of ends of the butt weld (start and stop of the weld) .
The first picture shows where I had better bead and the weld penetrated/fused better.
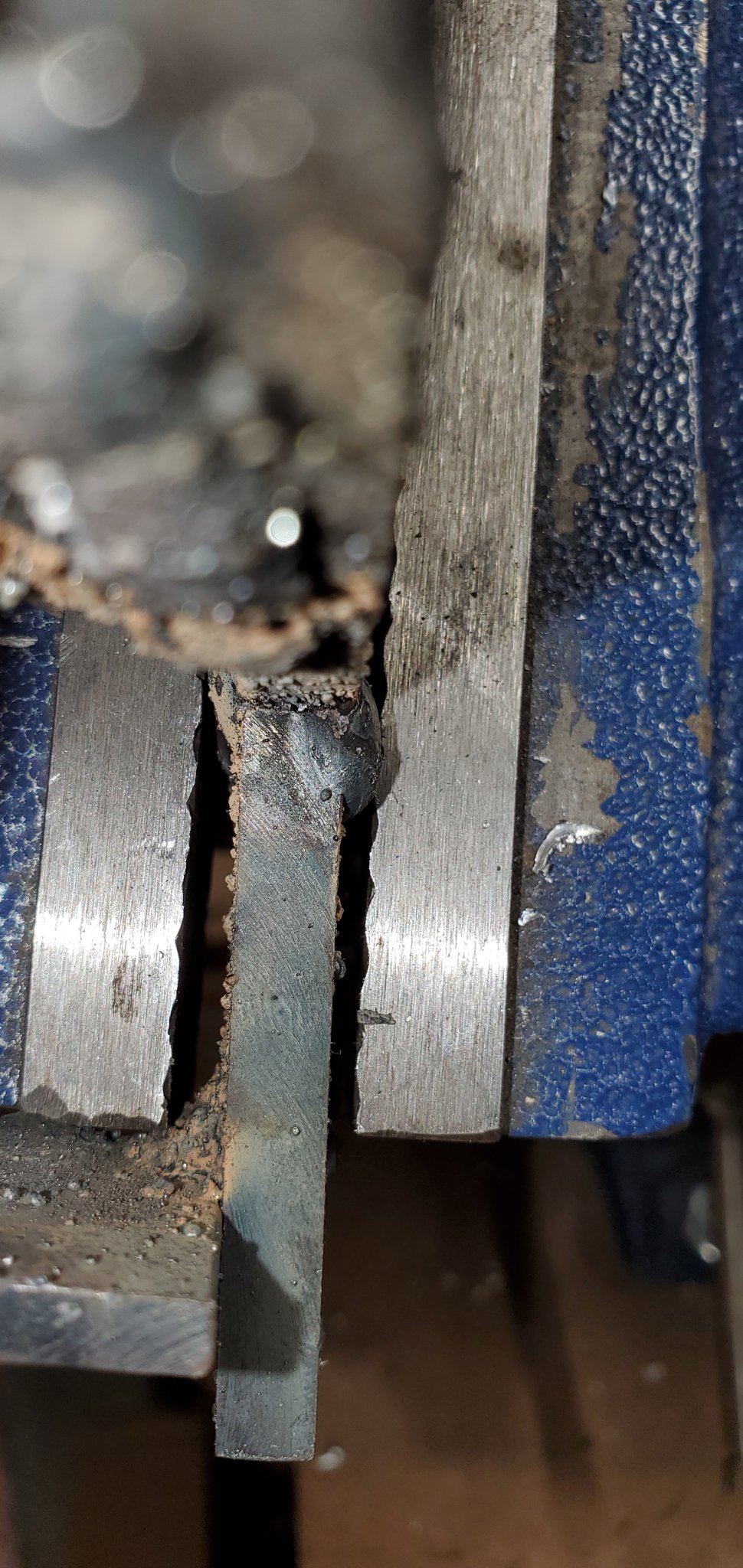
This picture shows the other end of the bead (finish) where I didn't get the bead close enough to the end of the pieces to complete the butt weld. You can see some penetration, though not as much as the above picture. Had I gotten the welder closer to end of the pieces, I think It would have had better penetration and look more like the above picture. This is just due to my lack of experience I think.

Final thoughts :
This welder is exponentially better than the old HF welder.
I'm highly impressed with the weld quality given my very limited knowledge and experience (haven't even ran a complete 2lb spool of wire yet).
I'm not sure if it was all due to welder or the quality of the wire (or both), but the slag chipped away pretty much completely using the yeswelder/yewelder wire - no wire brush nor sanding involved in the above pictures. And there was little to no spatter with this setup as compared to the HF welder.
240V Should have no issue with fully penetrating/fusing 1/4" plate which is most likely the max thickness I'll be doing.
I'm eager to try gas welding with this setup as the flux core capability nice.
Yes, the Fan is loud as others have pointed out in their reviews.
Yes the metal is a little flimsy and the door came bent a little from the factory and most likely due to them packing some of the components inside the welder - but doesn't affect it opening/closing.
I took the gas tip off and welded without it, it allows for better visibility of the tip. There is no flux core tip like some welders have.
No plans soon, but I'll try stick welding with this machine one day.
Dan
Background - very new self teaching welder, the only other welder I've used is a harbor freight 90a flux core (probably dozen years old). Take this review for what it is, the thoughts of a newbe who knows little to nothing about welding - your mileage my vary.
I had 2 left over scraps of 1/4" steel plate that I used for a project and previously used for test welder settings (HF welder has min/max setting and dial for wire feed so I used these to get settings dialed in for my welding style and were all spattered up). The test was the weld these two pieces together (butt weld) on both top and bottom then use my chop saw to cut through the middle of the weld to see how it looked. I used 110V and max thickness / voltage setting. Due to limitation of the welder, the wire setting was 0.035 (only option available for flux core). Keep in mind, 1/4" thickness is larger than the max thickness setting for 110V. Also note even though the top/bottom of the pieces look rough (spatter) the butt joint where I welded was nice clean, shiny metal.
These first 2 pictures are the 2 pieces I welded together and cut though, showing both sides of the butt weld - note one side has a better looking weld than the other and notice the spatter from the HF welder all over. the first picture has the worse weld of the two sides while the 2nd picture has the better looking weld.
these next 2 pictures show the inside of both sides of the welds that I cut though using the chop saw. Note there is a little "crack" in the middle where the 2 pieces didn't fuse together completely. Otherwise, it looks like decent penetration and fusion of the two pieces.
The next 2 pictures are of ends of the butt weld (start and stop of the weld) .
The first picture shows where I had better bead and the weld penetrated/fused better.
This picture shows the other end of the bead (finish) where I didn't get the bead close enough to the end of the pieces to complete the butt weld. You can see some penetration, though not as much as the above picture. Had I gotten the welder closer to end of the pieces, I think It would have had better penetration and look more like the above picture. This is just due to my lack of experience I think.
Final thoughts :
This welder is exponentially better than the old HF welder.
I'm highly impressed with the weld quality given my very limited knowledge and experience (haven't even ran a complete 2lb spool of wire yet).
I'm not sure if it was all due to welder or the quality of the wire (or both), but the slag chipped away pretty much completely using the yeswelder/yewelder wire - no wire brush nor sanding involved in the above pictures. And there was little to no spatter with this setup as compared to the HF welder.
240V Should have no issue with fully penetrating/fusing 1/4" plate which is most likely the max thickness I'll be doing.
I'm eager to try gas welding with this setup as the flux core capability nice.
Yes, the Fan is loud as others have pointed out in their reviews.
Yes the metal is a little flimsy and the door came bent a little from the factory and most likely due to them packing some of the components inside the welder - but doesn't affect it opening/closing.
I took the gas tip off and welded without it, it allows for better visibility of the tip. There is no flux core tip like some welders have.
No plans soon, but I'll try stick welding with this machine one day.
Dan



